-

Automated
ManufacturingWith Flexible Production Technology -

Automated
ManufacturingWith Flexible Production Technology -

Automated
ManufacturingWith Flexible Production Technology
We offer revolution of industrial engineering

Red River
About Company
Founded in 2008, We, Red River, are processors of a wide range of raw materials in steel, nickel alloys, titanium and aluminium for the aerospace, automotive and general engineering industries across Asia and beyond.
Red River provides a diverse mix of metals and metal products with world-class customer service to our core markets. We bring you our knowledge, enthusiasm, expertise and the desire to ensure solid, long-lasting relationships that are woven around a personal touch, the highest service levels and trust. We pride ourselves on offering our customers a responsive and competitive service for supplying anything from single item orders to major contracts.
Our customers place high value on quality: a quality service, quality products and quality people.
Read More
Red River
Services
For Industries






Red River
Our Products

Aluminium
Sheets/Plates/Bars: We stock a wide range of sheet/plate/bar in specifications suitable for most of the current and former aircraft build programmes. Both national and aircraft manufacturer's proprietary specifications are stocked in a wide range of types and sizes.
view detail
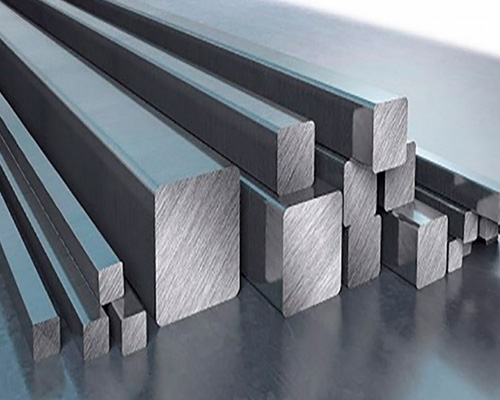
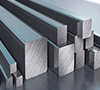
Steel
Alloy Steel – S82/16NCD17/MSRR6009; S95/40NCD7/MSRR6017; S97, S98, S99, S106, S135/AMS6440, S140, S151/AMS5719/Z12CNDV12, S154/15CDV6/WL 1.7734, S155/AMS6257/6417/9
view detail
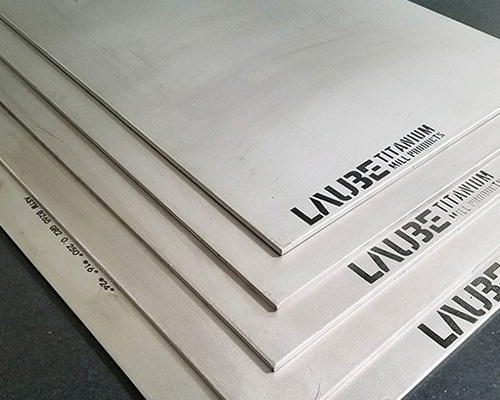
Titanium
We stock titanium in both commercially pure and alloyed forms. Commercially pure titanium can be readily forged, formed, welded, etc., by most of the processes conventionally used for the stainless steels, which it resembles in many mechanical and chemical respects.
view detail
Nickel
In conditions, where the corrosion and heat resistance of steels and other metals are exhausted, high performance alloys including Nickel become the designer's material of choice.
view detail